
close
Choose Your Site
Global
Social Media












PFA hoses are specialized components used across various industries due to their unique chemical and temperature-resistant properties. This article will explain in-depth what PFA hoses are, their features, benefits, common applications, and why they are often the preferred choice for demanding industrial environments.
The increasing demands for durability, flexibility, and resistance to extreme conditions have led industries to choose high-performance hoses. Among these materials, PFA hoses stand out for their outstanding characteristics. With versatility in handling high-purity and chemically aggressive substances, PFA hoses are widely used in industries like pharmaceuticals, semiconductor manufacturing, and chemical processing.
Understanding PFA (Perfluoroalkoxy) and its unique qualities helps to appreciate why PFA hoses are so highly valued.
PFA (Perfluoroalkoxy) is a type of fluoropolymer that is chemically similar to PTFE (Polytetrafluoroethylene). However, PFA has certain advantages that make it more adaptable for specific industrial uses. The key differences lie in its improved melt processability and better resistance to high temperatures.
Non-reactivity: PFA is highly resistant to chemicals, including acids, bases, solvents, and various gases.
High purity: PFA is commonly used in high-purity applications, as it does not react with most chemicals and remains free from contamination.
Electrical Insulation: PFA is an excellent electrical insulator, preventing conductivity and ensuring safe operations in electronic components.
PFA is produced through a polymerization process where tetrafluoroethylene (TFE) is reacted with perfluoroalkyl vinyl ethers. The resulting polymer has exceptional performance characteristics in demanding environments. The PFA material is then extruded into hoses, films, and other products.
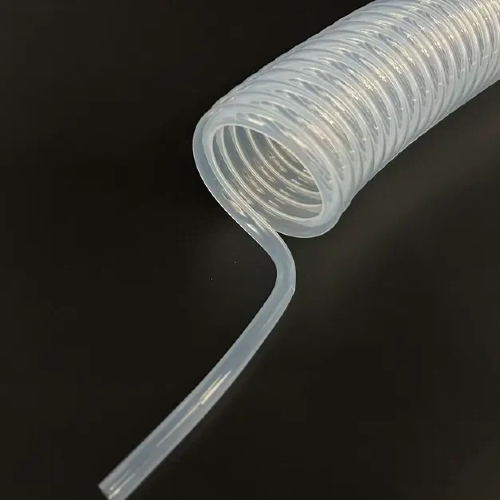
A PFA hose is a flexible tube made from PFA material, primarily designed for use in industries where chemical resistance, temperature tolerance, and durability are crucial. The hoses are widely employed for the safe transfer of fluids or gases that could otherwise damage or degrade other types of hoses. These hoses are designed to handle extreme conditions, both in terms of heat and corrosive chemical exposure.
PFA hoses are made by combining PFA polymer with a reinforcement layer (such as stainless steel braid) to increase their pressure tolerance and durability. These hoses can be produced with different inner diameters, lengths, and configurations to meet various needs in industrial setups.
Feature | PFA Hose | PTFE Hose | FEP Hose |
Chemical Resistance | Excellent | Excellent | Good |
Temperature Range | -200°C to 260°C | -200°C to 260°C | -100°C to 200°C |
Flexibility | Highly flexible | Slightly less flexible | Flexible |
Mechanical Strength | High | High | Moderate |
Purity | High | High | Moderate |
PFA hoses, while similar to PTFE and FEP hoses, offer superior flexibility and a higher mechanical strength, making them more suitable for dynamic or flexible applications.
PFA hoses stand out because of their numerous features that make them ideal for demanding industrial applications. Below are the main attributes that make PFA hoses the preferred choice in various sectors.
One of the defining characteristics of PFA hoses is their exceptional chemical resistance. PFA is impervious to almost all types of chemicals, including aggressive acids, bases, and solvents. This makes PFA hoses ideal for industries such as chemical processing, pharmaceutical production, and laboratories where harsh chemicals need to be transported safely.
PFA hoses can function effectively in a temperature range of -200°C to +260°C, making them suitable for both high-temperature and cryogenic applications. This ability to perform at extreme temperatures is crucial in industries such as semiconductor manufacturing, power generation, and food processing, where fluid transfer must occur under high-temperature conditions without degrading the hose material.
Despite their strength and resistance to extreme conditions, PFA hoses are remarkably flexible. This allows them to be easily installed in confined spaces or around complex piping systems. Furthermore, PFA hoses are durable and resistant to wear, ensuring long-term use in harsh environments.
For industries that require high purity, such as semiconductor manufacturing and pharmaceutical processing, PFA hoses provide the necessary cleanliness. The material is non-reactive and does not impart any contaminants to the substances being transported. This makes PFA hoses essential for applications where contamination could lead to product failures or safety risks.
PFA hoses find use across a wide range of industries due to their superior properties. Below are some of the most common areas where PFA hoses are employed.
In chemical plants, PFA hoses are used to safely transfer aggressive chemicals such as acids, bases, and solvents. Their high chemical resistance ensures that no reactions occur between the hose and the transported fluids, ensuring safety and efficiency.
The semiconductor industry requires the handling of highly purified fluids and gases. PFA hoses are ideal for this application because they do not contaminate the materials being transported. PFA hoses are used to transfer ultrapure water, gases, and chemicals in the cleanroom environments of semiconductor fabs.
In the pharmaceutical and food processing industries, high purity and contamination-free fluid transfer is crucial. PFA hoses meet these needs by ensuring that fluids are transferred without contamination. They are often used in applications such as drug manufacturing, chemical mixing, and even beverage production.
Laboratories that deal with hazardous chemicals, gases, or liquids use PFA hoses to safely transfer substances in their research and experiments. Their high purity and chemical resistance make them suitable for laboratory environments where accuracy and safety are paramount.
There are several reasons why PFA hoses are the preferred choice for various applications. The benefits include:
PFA hoses are highly resistant to chemical reactions and leaks. This is especially important in environments where a chemical spill could have dangerous consequences. Their ability to withstand a wide range of chemicals and extreme temperatures makes them the safest option for transporting hazardous materials.
PFA hoses are designed to last longer than many other types of hoses due to their robust construction and resistance to wear. This durability reduces the need for frequent replacements and lowers operational costs in the long run.
Whether handling high temperatures, extreme cold, or corrosive substances, PFA hoses provide reliable performance in extreme environments. Their mechanical strength ensures that they remain intact and functional, even in challenging applications.
PFA hoses are the preferred choice in industries where performance in harsh conditions is critical. Their chemical resistance, temperature tolerance, and flexibility make them indispensable in industries like chemical processing, pharmaceuticals, and semiconductor manufacturing.
While PFA hoses may come with a higher initial cost, their longevity, reliability, and reduced need for replacements make them cost-effective over the long term.
Due to their versatility, PFA hoses can be used across a wide variety of industries. From semiconductor cleanrooms to chemical processing plants, PFA hoses provide an ideal solution for demanding fluid transport systems.
PFA hoses provide an exceptional combination of chemical resistance, temperature stability, and purity, making them the preferred choice for industries that require safe, reliable fluid transport. Their superior performance in extreme conditions ensures they remain a valuable asset in critical processes where reliability and safety are paramount. At VSJOCO Zixing Yuguang Pipeline System Co., Ltd., we specialize in providing high-quality PFA hoses that meet the stringent demands of industries such as chemical processing, pharmaceuticals, semiconductor manufacturing, and more.
Our PFA hoses are designed to offer long-lasting durability, flexibility, and high-purity fluid transfer, ensuring optimal performance in even the harshest environments. If you're looking for a trusted solution for your fluid transport needs, we invite you to learn more about our range of PFA hoses. Contact us today for tailored advice and solutions that best fit your specific requirements. Let us help you ensure the highest standards of safety and efficiency in your operations.
What makes PFA hoses different from PTFE hoses?
PFA hoses offer better flexibility compared to PTFE hoses, making them more adaptable for complex or dynamic installations. Both are chemically resistant, but PFA is often used in applications where flexibility is needed alongside high chemical resistance.
Can PFA hoses handle extremely high temperatures?
Yes, PFA hoses can function in temperatures ranging from -200°C to 260°C, making them suitable for both high-temperature and cryogenic environments.
Are PFA hoses food-safe?
Yes, PFA hoses are used in the food processing industry because they meet the high purity standards required for the safe transfer of food and pharmaceutical ingredients.
How long can PFA hoses last in industrial environments?
PFA hoses have a long lifespan due to their high durability and resistance to wear and chemical degradation, typically outlasting many other types of industrial hoses.
Are PFA hoses flexible enough for installation in tight spaces?
Yes, PFA hoses are known for their flexibility, which allows them to be installed easily in spaces where other hoses may be too rigid or difficult to maneuver.










